


柔性工装控制系统的特点与三维焊接平台使用条件
时间:2021-06-12 作者:京卓工量具 文章来源:本站 点击:56次
柔性工装控制系统要具备哪些特点?下面,为您详细介绍一下:
1、柔性工装控制系统通过控制伺服电机实现柔性工装中大量定位点的运动控制,柔性工装的功用决定了在应用中一般只关心其各定位点终的位置精度,而不关心运动轨迹精度,三维焊接平台因此,柔性工装数控系统一般不需具备多轴同步和插补功能。
2、为适应工装设备一体化的发展趋势,柔性工装控制系统要能适应多种总线拓扑结构,以便能与其他数控设备的数控系统集成二维柔性焊接平板。
3、柔性工装控制系统要具备控制大量执行元件的能力,特别是需要具备准确控制超出(多于6)轴的能力。同时要求工装控制系统具有开放性,伺服轴(电机)数量增减方便,而且数量增减不影响控制精度。
三维焊接平台铸造方法应和生产批量相适应,比如砂型铸造,大量生产的工厂应创造条件采用技术的造型、造芯方法。老式的震击式或震压式造型机生产线生产率不够高,工人劳动强度大,噪声大,不适应大量生产的要求,应逐步加以改造。
对于小型铸件,可以采用水平分型或垂直分型的无箱高压造型机生产线、实型造型生产速率又高,占地面积也少;对于中件可选用各种有箱高压造型机生产线、气冲造型线,以适应快、精度不错造型生产线的要求,造芯方法可选用:冷芯盒、热芯盒、壳芯等制芯方法。中等批量的大型铸件可以考虑应用树脂自硬砂造型和造芯。
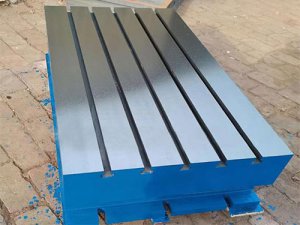
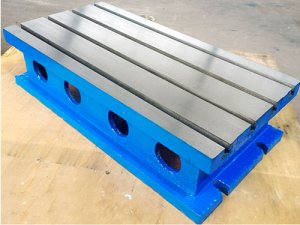
三维焊接平台的表面经过特别处理,使焊接时产生的飞溅不容易粘在其工作表面。定位和夹紧销栓表面经过淬火处理,使其不易磨损、经用。柔性组合夹具的所有模块加工精度均较不错,工作平台在2000mm的范围内定位孔的位置误差在±0.1mm以内,全部可以达到焊接加工的需要。
三维焊接平台的结构优化设计技术主要包括:工装结构(特别是骨架结构)轻量化设计优化以及静刚度变形分析,针对工装应用工况的结构模态分析,柔性工装的柔性功能特性对其结构的影响分析,模块化单元的结构设计等。不仅性价比较不错,而且在生产效果上也受到厂家的认同。三维铸铁焊接平台在多数的情况下可以。人们对于这种优良的平台通常给予很高的认同度。
三维焊接平台的使用条件及标准:
一、良好的工艺性。所设计的夹具应便于制造、安装和操作,便于检验、维修和换掉易损零件。设计时还要考虑车间现有的夹紧动力源、吊装能力及安装场地等因素,降低夹具制造成本。
二、便于焊件的装卸。操作时应考虑制品在装配定位焊或焊接后能顺利的从夹具中取出,还要制品在翻转或吊运使不受损害。
三、焊接操作的灵活性。使用夹具生产应确定足够的装焊空间,使操作人员有良好的视野和操作环境,使焊接生产的全过程处于稳定的工作状态。
四、工装夹具应具备足够的强度和刚度。夹具在生产中投入使用时要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。
五、夹紧的性。夹紧时不能破坏工件的定位位置和确定产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生大的拘束应力。
