


表面出现缩松现象的铸铁焊接平台怎样处理?
时间:2021-08-19 作者:京卓工量具 文章来源:本站 点击:55次
铸铁焊接平台表面出现缩松现象的处理方法:
一、重要零件可进行热等静压处理,除掉铸件内的疏松;
二、焊补,挖去缺陷区金属,用与基体金属相同或相容的焊条焊补缺陷区,焊后修平进行焊后热处理;
三、对承受液体或气体压力的铸件,可进行局部或整体浸渗处理,提升铸件的密封性能。
铸铁焊接平台的分类依据:
一、按其结构,铸铁平台分为筋板式和箱体式。
二、按其用途,分为试验平台、检验平台、划线平台、装配平台、铆焊平台、焊接平台、压砂平台等。
三、按其准确度级别分为1、2、3三个级别的平板,其中2以上为检验平板,3为划线平板。
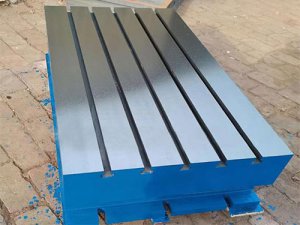
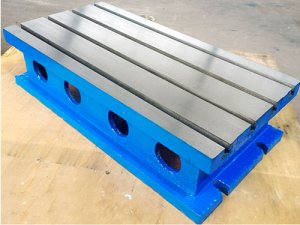
铸铁焊接平台工作表面一般带有U型孔长孔,U型孔长孔主要为了在具体工作时所产生的焊渣等能够及时通过此孔排出铸铁平台的表面,从而不影响铸铁平台工作表面的清洁度及工作的方便性。
铸铁焊接平台是适用于各种检验工作,在机械制造中是不能少的基本工具。铸铁焊接平台用于铆焊工艺的基础平板,工作面上有孔和T型槽,孔主要用来清理铆焊时的一些铁渣和焊接废弃物,T型槽主要是用来固定焊接件。当然焊接平板/平台也有用平面的,即无孔无槽。因此焊接平台如果变形会导致在机械测量或检验时不准确。所以焊接平台的维护很重要。
在铸铁焊接平台铸铁焊接平台的标准和企业标准及铸铁焊接平台的使用要求有出入的时候,可以根据实际中对铸铁焊接平台的需要进行特别的设计。设计铸铁焊接平台的理念要本着以低的成本达到好的使用效果,使用效果还要达到生产和使用双方都有互惠互利的原则。
铸铁焊接平台上加工要求按要求执行,以焊缝根部不出现未焊透或夹渣,并减少填充金属量。坡口的加工可使用刨边机、机械化或半机械化气割机、碳弧气刨等。焊件在装配时要间隙均匀,高低平整,错边量小,定位焊缝质量与主焊缝质量要求一致。
埋弧焊在焊接前准备的工具,包括焊件用的铸铁焊接平台,工件的坡口加工、待焊部位的表面清理、工件的装配及装配平台,基础平板和焊丝表面的清理、焊剂的烘干等。焊件在焊接T型槽平台上清理主要是去掉锈蚀、油污及水分,防止气孔的产生。在焊前应将坡口及坡口两侧各20mm区域内及待焊部位的表面铁锈、氧化皮、油污等清理干净。
铸铁焊接平台在使用过程中,造成磨损的原因有几种,起先有的厂家工作场所不清洁,除会造成精度错误外,也会增加铸铁焊接平台的磨损。还有的是不正确使用铸铁焊接平台,如用平板检验表面粗糙的工件会造成很快磨损等。工件材料和工件表面质量的影响。如当工件为铸铁时,铸铁焊接平台磨损大;工件为铜、铝等软金属时,磨损小;表面粗糙的工件容易划伤铸铁焊接平台的表面。铸铁焊接平台的表面硬度偏低时容易磨损。工件测力过大会造成铸铁焊接平台的变形或较早的磨损。
铸铁焊接平台浇注温度过高容易引起粘砂,也就是过高的铁液温度易引发化学粘砂和机械粘砂。化学粘砂:砂型中干砂含有细小砂粒、灰尘、是石英砂,易与铁液起物化矿化反应而产生化学粘砂,难以清理;机械粘砂:过高的铁液温度造成白模涂料层脱落、开裂、软化破裂,铁液通过破裂、隙缝裂纹,加上浇注速度又快,铁液渗入的温度高,粘砂程度也愈严重。较易发生部位是铸件底部或侧面及热节区,型砂不易紧实地方,特别是转角处,组串铸件浇注系统连接处,容易形成铁液与型砂机械混合的机械粘砂。
