


三维柔性焊接平板硬度方面的讲解
时间:2024-05-24 作者:京卓工量具 文章来源:本站 点击:52次
三维柔性焊接平板的硬度规格工艺
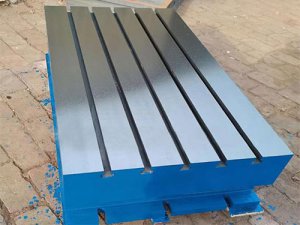
1、用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。
2、精度;按国度标准计量检定规程执行,分别为0、1、2、3四个等级。
3、铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理,人工退火600度-700度和自然时效2-3年使用该产品的精度稳定,性能不错。
4、规格;100*100-4000*10000,特别规格根据需方图纸制作。
三维柔性焊接平板工作面采用刮削工艺,工作面上可加工V形,T形,U形槽和圆孔,长孔等。焊接平台规格;特别规格可以按用户要求设计生产。坯铸造分为树脂砂造型和水泥沙造型,现在大型铸铁件一般采用这两种造型方法,均为消失模铸造,一般批量大有比小的铸件采用木模实型铸造,树脂砂造型多用于大型机床铸件和相关焊接平台铸造,价格方面要高于水泥沙造型的铸件,80%的焊接平台采用水泥沙造型进行铸造铸件,这样既能达到焊接平台技术参数的要求,又能降低焊接平台的制造成本。
在开工前要对铸铁焊接平台表面进行清理,加工后留下的残余砂砾、毛刺等都会影响测量精度,还有平台会因为受潮或者其他原因而生锈,所以要用钢丝将油污和锈蚀部分都刷洗掉,在对锋锐的边缘进行修整。铸铁平台有较不错的性和微观质量,通俗的讲就是表面的平整度达标,使用寿命也会随之延长,另外就是操作不当以及其它外界原因可能会导致平台表面有局部变形的现象,会严重影响测量精度,因此要定期进行检查,一旦发现问题及时解决,以免耽误整体工作。工业中常见的对工件进行划线和检测的基准器具是铸铁平台,在投入使用前,铸铁平台是要经过严格处理的,这对于其本身质量与工作质量有着莫大的影响。对于铸铁平台的生产是有技术指标的,技术指标是在检查铸铁平台时用到的,通常需要检查两方面。
铸铁焊接平台浇注温度过高容易引起粘砂,也就是过高的铁液温度易引发化学粘砂和机械粘砂。化学粘砂;砂型中干砂含有细小砂粒、灰尘、是石英砂,易与铁液起物化矿化反应而产生化学粘砂,难以清理;机械粘砂;过高的铁液温度造成白模涂料层脱落、开裂、软化破裂,铁液通过破裂、隙缝裂纹,加上浇注速度又快,铁液渗入的温度高,粘砂程度也愈严重。较易发生部位是铸件底部或侧面及热节区,型砂不易紧实地方,特别是转角处,组串铸件浇注系统连接处,容易形成铁液与型砂机械混合的机械粘砂。
三维柔性焊接平板材质一般为HT200或HT250,既能达到焊接工件时的要求,无论是焊接平台的抗拉力、硬度、程度均能达到焊接要求。要想知道三维柔性焊接平板的精度就需要进行检验,检验就需要有检测仪器,采购电子水平仪检测是当今较准确的。把平台安装调整水平,把电子水平仪放置到焊接平台上面进行截距法检验,根据检验的数据进行记录,然后输入到水平仪软件中,进行计算,等得出的值就是焊接平台平面度的误差值!
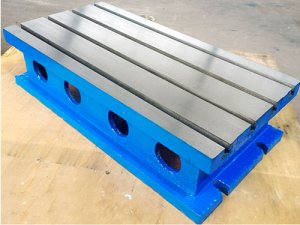
三维柔性焊接夹具的承载能力不错,钢性稳定,它的五个面均加工有规则的孔,并刻有网线。焊接平台可方便地延伸和扩展,组合。经扩展的标准台面可模块化的定位和夹紧直接连接在一起。在安装、调整和定位工件过程将三维柔性焊接夹具工装系统的通用功能展示的酣畅淋漓,在了大型工件方面的应用上。三维柔性焊接夹具的工作面的精加工准确度等级为0级和1等级的平板工作面应采用刮研法或效果与刮研法类似的其他工艺方法进行精加工。
