


铸铁平台的检验过程与热处理
时间:2021-08-07 作者:京卓工量具 文章来源:本站 点击:60次
铸铁平台的检验过程如下:
1、铸铁平台的检定规程要求检定场地应稳定,检定地点应避免振动。
2、检定人员在铸铁平台附近的走动、检定工具在铸铁平台上的移动,都会产生不同的重力,使铸铁平台的空间位置发生变化,测量结果不。
3、从铸铁平台的整个检验过程中来看,平板本身为测量基面,其放置应稳定。
4、用自准直仪检定时,仪器与铸铁平台不在同一刚体上。仪器支架性尤为重要。
5、所以检定这类铸铁平台时,平板应移至稳定的场地上,避免重力变化对测量结果的影响。
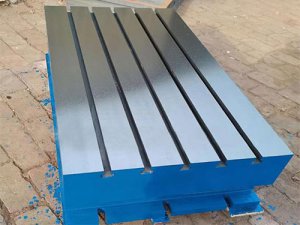
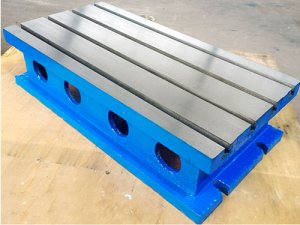
6、在铸铁平台的生产设计上采用箱体式、筋板式或其他结构型式。
7、工厂常将小铸铁平台置于钳工台或桌子上,稳定性差。
8、在铸铁平台的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。
9、铸铁平台经检定符合标准要求后,应附有产品合格证。
10、铸铁平台是划线、测量、铆焊、工装工艺不可以缺少的工作台,也可以做机械铸铁平台等。
铸铁平台夹砂在铸件表面上,有一层金属瘤状物或片状物,在金属瘤片和铸件之间夹有一层型砂。气孔在铸铁平台铸件内部、表面或近于表面处,有大小不等的光滑孔眼,外形有圆的、长的及不规则的,有单个的,也有会萃成片的。适当降低金属的浇注温度。
热裂在铸铁平台铸件上有穿透或不穿透的裂纹(注要是弯曲形的),开裂处金属表皮氧反应。进步浇注系统的挡渣能力。粘砂在铸铁平台铸件表面上,全部或部门笼盖着一层金属(或金属氧反应物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗拙。
铸铁焊接平台的在生产过程中,会产生一部分理论重量的偏差,要留意的是铸铁焊接平台的偏差是不是影响铸铁焊接平台使用。一般铸铁平板的设计应该考虑到铸造误差和机械加工的误差,铸铁平板的重量误差一般不可以超过10%,超过10%时,我们要对铸铁焊接平台的质量做进一步的鉴定才可以确定此铸铁焊接平台是否可以投进使用。
铸铁平板的铸造过程中会出现沙孔缺陷,只要采用正确的方法可以进行工艺弥补,铸铁焊接平台工作面的缺陷是不可以忽视的重要部位,铸铁焊接平台主要的缺陷包括:气孔、沙孔、夹沙、缩松等。铸铁焊接平台使用寿命和缺陷有密切的关系。所以对铸铁焊接平台的缺陷做时要严格按工艺要求处理。
铸铁平板所用材质HT200-250灰口铸铁,性能要求要求是机械性能抗拉强度不小于250Mpa,硬度HB180-226,含碳量较不错(2.7%~4.0%),碳主要以片状石墨形态存在,断口呈灰色,熔点低(1145~1250℃),凝固时收缩量小,抗压强度和硬度接近碳素钢,减震性好。
铸铁焊接平台进行两次热处理,即毛坯一次,粗加工完后一次,通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁),采用这种工艺可去掉铸铁焊接平台内应力,但铸铁组织不发生变化,若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。
铸铁焊接平台上工作面板厚度均匀,纵向、横向筋板均匀分布,使底板结构对称,即各部位强度相等又提升刚度。铸铁焊接平台的工作面厚度、四周厚度、筋板厚度按图纸要求进行铸造,壁厚均匀,减少铸件收缩过程中的内应力,防止变形。
大型铸铁焊接平台按长度要求设计的地脚螺栓孔,安装后螺母不可以高出底板平面,并提交地脚螺栓的土建浇铸要求,负责地脚螺栓浇铸定位,监督浇铸偏移,并对浇铸结果进行复测。按配置机组底架的宽度系列尺寸布置,其长度方向能承受加工、运动、吊装、安装时的外力。安装时按地脚螺栓孔的位置放入相应的机床调整垫铁,10~15mm可调,地脚螺栓孔配盖板。
