


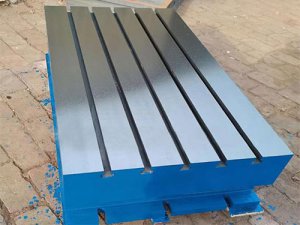
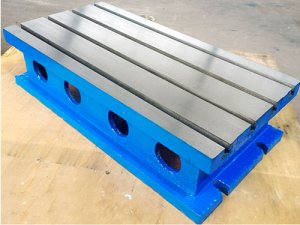
铸铁焊接平台生产怎样方式缺陷出现
时间:2021-10-10 作者:京卓工量具 文章来源:本站 点击:192次
防止铸铁焊接平台铸造缺陷的方法:
1、提升砂的渗透性,选择适当的气密性,并安排出风口位置,以方便排气,确定砂芯通风孔道平稳。
2、适当增加浇注温度,打开通风孔和排气立管等,以利于气体侵入熔融金属。
3、控砂或砂芯中产气物质的含量,湿砂的含水量不宜过高,成型和模具改性过程中脱模剂和水的用量不宜过多。
4、砂芯应确定干燥,干燥后的砂芯不宜存放太久,每隔一周期使用的砂芯应在使用前返回烤箱,防止砂芯吸潮,不使用湿、生锈冷铁和核心支持。
铸铁焊接平台的测试过程和方法:
1、试棒:铸铁焊接平台试棒检测铸铁石墨声波法的形状和结构;钢材料、有色金属结构硬度涡流法。
2、铸铁焊接平台密度:检查铸件泄漏的压力测试、组织紧凑度。
3、外观:表面缺陷检测视觉方法、磁粉检测、渗透检测。
4、铸铁焊接平台应具有相应的厚度和重量,平台如果平面厚度太薄,重工件放在表面上容易变形,影响测量精度。
5、铸铁焊接平台内部:内部缺陷检测射线照相、荧光显示方法、特别波方法。
铸铁焊接平台的铸铁质量和热处理质量对平板使用性能产生大影响,或因残存大内应力使工作面变形;或因不防止磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁平板需要注意铸铁材料的选择,采用时效处理等方法去掉铸铁平板的残余应力。
铸铁焊接平台通常选用灰铸铁或球墨铸铁进行铸造。灰铁被称为孕育铸铁,其以不高的本钱,优良的机械功能和铸造功能被普遍应用于铸造职业中。要运用灰铸铁取得合格的铸造坯件,须经过碾砂-造型-熔炼-浇注-整理-查看等很多环节,要铸件的质量须操控好铸造进程中的各个环节。铸造熔炼时出产灰铸铁件,须严厉操控人炉和人包资料的质量,对其成分、块度及理化功能须按要求进行查看和查验。
铸铁是一种片状石墨的灰铸铁,仅仅制作原理同一般铸铁不同,增加了孕育进程。在低碳、硅成份的铁水中加人适量的孕育剂,以按捺其过度石墨化。一般来说,原铁水的含碳量在2.8~3.0%之间,因为孕育铸铁含碳较低,多以炉料中加人足够数量的废钢。硅的含量在0.9~1.5%之间,以便加大孕育剂的加人量,以进步铸件机械功能。含硫、锰量分别在0.08~0.12%和0.9~1.2%规模时,若含锰量过高,铸铁中则呈现渗碳体。含磷量小于0.12%,若其含量高,会影响铸件强度。
在潮湿的环境下很容易生锈,因此在使用完平台后需要将平台的工作表面擦拭干净,用防锈油涂抹表面。在平台的使用过程中,应注意避免坚硬的工具敲打或碰撞铸铁焊接平台的表面,来铸铁焊接平台的精度。如果长时间不使用,可以用黄油涂抹然后用油纸覆盖,需要平台的表面不生锈。调整需用到的调试工具使用工具:调整垫铁、千斤顶,水平仪、扳手。
铸铁焊接平台热处理主要用来铸铁焊接平台铸件的内应力,稳定尺寸,白口组织和提升铸铁铸铁焊接平台铸件的表面性能。为了能够达到防止铸铁焊接平台变形的目的,工件检验完毕或划线完毕后,记住相应要把工件拿开,千万不要过长时间放在铸铁焊接平台上。在使用铸铁焊接平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放,相应要各种条件全部考虑适宜。
关于铸铁焊接平台安装程序您了解多少?下面,为您详细介绍:
1、地脚螺栓安装:铸铁焊接平台根据用户的要求设计安装方式,地脚螺栓安装。
2、垫铁安装:铸铁焊接平台调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸铁焊接平台采用垫铁安装的优点,安装、移动方便。
3、安装程序:将调整垫铁放在适当的位置,将螺栓放进地基的孔内;将平台吊到位后,在适当高度将螺栓投入地脚螺栓孔内,拧上螺母后放在垫板上,找正位置取下滑座上固定装置,并将平台清洗干净。
4、支架安装:铸铁焊接平台轻放到支架上、调整支架上的微调螺栓至到铸铁焊接平台水平。支架可减轻检验人员的劳动强度。支架高度一般在500-600mm左右。
5、地锚器安装:铸铁焊接平台可以设计地锚器安装,起先用户根据铸铁焊接平台的图纸做好地基和预埋孔,然后把地锚器放到提前设置的预留孔里,将铸铁焊接平台调整水平。
