


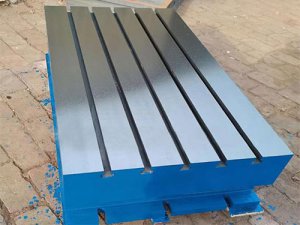
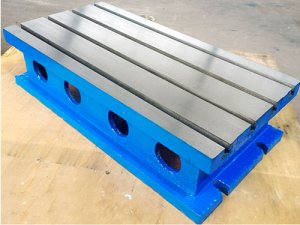
T型槽焊接平板的装置和前后孔
时间:2022-09-05 作者:京卓工量具 文章来源:本站 点击:88次
T型槽焊接平板装置方法:
1、垫铁装置:T型槽焊接平板调至程度。负荷平均散布于各支点上。情况温度(20±5)℃。运用时应防止振动。T型槽焊接平板采用垫铁装置的长处,装置。挪动便利。
2、地脚螺栓装置:T型槽焊接平板依据用户的要求设计装置方法,地脚螺栓装置。
3、地锚器装置:T型槽焊接平板可以设计地锚器装置,起首用户依据T型槽焊接平板的图纸做好地基和预埋孔,然后把地锚器放到提早设置的预留孔里,将T型槽焊接平板调整程度。
4、支架装置:T型槽焊接平板轻放到支架上。调整支架上的微调螺栓至到T型槽焊接平板程度。支架可减轻查验人员的劳动强度。支架高度普通在500-600mm左右。
使用铸铁HT200-300为原料的T型槽焊接平板的稳定性较比岩石平台较差,以碰撞伤痕来说,因使用具有延展性的铸铁材料,T型槽焊接平板的凹坑周围凸起,严重影响平面度及量测精度,岩石平台没有延展性,则凹坑周围不会凸起。
因铸铁材料的一些特性,T型槽焊接平板表面幅射热吸收慢,导热快,进入恒温室较快稳定,但恒温室内温度稍有变化即不稳定。另外它可在标准室内进行整修,但遇潮湿会生锈,在价格方面通常较不错。而岩石平台则在这些方面恰恰和T型槽焊接平板相反。
 T型槽焊接平板在生产过程中,会产生一部分理论重量的偏差,要注意的是T型槽焊接平板的偏差是不是影响的T型槽焊接平板的使用。一般T型槽焊接平板的设计应该考虑到铸造误差和机械加工的误差,T型槽焊接平板的重量误差一般不可以超过10%,超过10%时,我们要对T型槽焊接平板的质量做进一步的鉴定才可以确定此T型槽焊接平板是否可以投入使用。
T型槽焊接平板在生产过程中,会产生一部分理论重量的偏差,要注意的是T型槽焊接平板的偏差是不是影响的T型槽焊接平板的使用。一般T型槽焊接平板的设计应该考虑到铸造误差和机械加工的误差,T型槽焊接平板的重量误差一般不可以超过10%,超过10%时,我们要对T型槽焊接平板的质量做进一步的鉴定才可以确定此T型槽焊接平板是否可以投入使用。
T型槽焊接平板前后孔:箱体、支架、连杆等零件应先加工平面后加工孔。使加工孔经过平面定位,平面与孔的方位精度,方便了平面加工。焊接精度,T型槽焊接平板别离进行了粗精加工。生铁平台粗加工削量大,工件受到的切削力大、夹紧力大、发热量多、加工外表有显着的加工硬化现象,工件内部存在大的内应力,粗加工接连进行时,精加工后的零件精度因应力的再散布而丧失。对一些加工精度的零件。在粗加工后及精加工前,应组织低温退火及时效处理工序内应力。
T型槽焊接平板设备选用正确。粗加工是切断大部分加工余量,对加工精度没有要求。所以,粗加工应在功率大、精度低的机床上进行,精加工应采用机床。在不同的机床上别离进行粗精加工,能够充足发挥设备的生产能力,延伸机床的使用寿命。
大家对于不同的T型槽焊接平板需要进行相应的认知,对于它们的工作原理以及具有操作流程问题,都需要进行正确型的认知。起先作为T型槽焊接平板操作者的您,需要进行正确的工艺线路设置,然后对于各个监测流程的操作规范,以及需要设置的监测数据标准,同样需要进行谨慎的对待。在进行实际工件监测前,大家对于设备的各个构件需要进行仔细的检查。其中T型槽焊接平板平板的校正就是你我需要谨记的问题,这样对于实际监测的度,就是种本质型的提升。对于不同的工件需要使用相应的监测标准,这也是你我进行工件监测的依据。有了这些不错性能平台的帮助,大家的工件生产品质就能够得实质的改进。
T型槽焊接平板工艺道路规划是工艺流程总体布置,作业是各面的加工方法的选择,确认各面的加工顺序,以及工序数量等。T型槽焊接平板加工基准面:T型槽焊接平板在加工过程中,应作为定位基准面进行加工,以便尽快为后续工序的加工提供基准。就是前面的基准。T型槽焊接平板分为三个阶段:外表的加工质量要求较不错,分为粗加工、半精加工和精加工。加工质量为主,有利于设备的正确使用,便于组织热处理工艺,并发现坯料缺点等。
