


三维柔性焊接平台的压砂效果和速率提升方法
时间:2022-10-07 作者:京卓工量具 文章来源:本站 点击:51次
三维柔性焊接平台夹砂在铸件表面上,有一层金属瘤状物或片状物,在金属瘤片和铸件之间夹有一层型砂。气孔在三维柔性焊接平台铸件内部、表面或近于表面处,有大小不等的光滑孔眼,外形有圆的、长的及不规则的,有单个的,也有会萃成片的。适当降低金属的浇注温度。
热裂在三维柔性焊接平台铸件上有穿透或不穿透的裂纹(注要是弯曲形的),开裂处金属表皮氧反应。进步浇注系统的挡渣能力。粘砂在三维柔性焊接平台铸件表面上,全部或部门笼盖着一层金属(或金属氧反应物)与砂(或涂料)的混(化)合物或一层烧结构的型砂,致使铸件表面粗拙。严格控制型砂机能和造型操纵,合型前留意打扫型腔。避免壁厚的突然改变,进一步提升砂、芯砂的不怕火度。
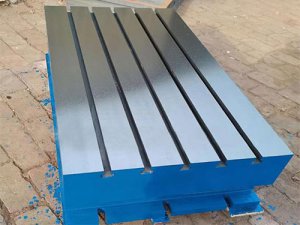
三维柔性焊接平台压砂效果的好坏直接影响量块的平面精度,所以要取得良好的三维柔性焊接平台压砂效果,注意以下几点:
一、三维柔性焊接平台压不进砂时可以在平板上加重量;
二、压砂房间、划线平板、辅料要清洁干净;
三、研磨时三维柔性焊接平台要勤掉头,研磨的每两块平板,其研磨次数要相等;
四、研磨速度不宜过快,以免使三维柔性焊接平台发热而导致平板变形;
三维柔性焊接平台表面质量影响,主要表现在两个方面:
一、铁水中杂质的含量,特别是氧反应铁含量,它易在铸件表面产生夹渣或渣气孔;
二、铁水中气体含量,气体含量高易使铸件在表面或皮下产生气孔。我们采取的主要措施是提升铁水温度,建立优良的冲天炉检测系统,冲天炉处于正常状态。“高温静置,低温浇注”是浇注的控制准则,以降低铸件的气孔、缩孔及表面粘砂缺陷。提升铸造技术水平,出入口机床铸件表面质量,定于各种模板上,便于提升劳动生产率。
使用前用无腐蚀性汽油,将钳工平台工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。温度变化会使测量产生误差,应在20±50C范围内使用。用完后擦净,涂无水酸性的防锈油,覆盖纸,置于清洁干燥处存。
 使用时用水平仪调整到水平,使支点均匀分布各支点上。使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
使用时用水平仪调整到水平,使支点均匀分布各支点上。使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
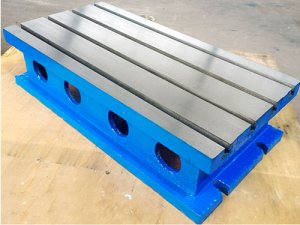
三维柔性焊接平台的装夹:
三维柔性焊接平台的夹紧方法应按平板的外形情况而定。若三维柔性焊接平台的两端有台阶或凹槽,则可用压板在该处搭压。若工平板两端无法搭压板,可用斜铁或螺丝撑将平板夹紧。三维柔性焊接平台安装在龙门刨床的两立柱之间,使三维柔性焊接平台两侧面与工作台的两侧面之间的距离大致相等,并用画线盘找正三维柔性焊接平台的侧面使其与工作台侧面大致平行。粗加工时,因为三维柔性焊接平台的底面是毛坯面(粗基准),为了便于找正三维柔性焊接平台的加工平面与工作台面平行,以及保护工作台面,应在三维柔性焊接平台的四个角上放置等高的垫铁,应使平板四个角位于同一平面。
提升三维柔性焊接平台速率的方法:
一、树脂砂造型造芯工艺
通过无或少污染的粘结济、催化剂,与之配套的环保处理设备,普遍应用和发展树脂自硬砂、冷芯盒自硬工艺、温芯盒法及壳型(芯)法。树脂泛造型工艺的产品铸铁平板,铸铁方箱,弯板等。
二、粘土砂湿砂造型工艺
生产实践表明,具有成本还行、污染小、质量好等优点的射压、气冲造型和静压造型等高度机械化、自动化、密度好湿度造型工艺,将成为我国今后中、小型铸件生产的重要发展趋势。
三、铸造涂料
扩大和增加转移涂料、表面合金化涂料的应用区域和机理。
四、水玻璃砂造型造芯工艺
水玻璃的净化及改性以提升其粘结性能,新型水玻璃砂旧砂回用工艺及设备,进一步推广酯硬化水玻璃砂在中大型铸铁平板上的应用。
