

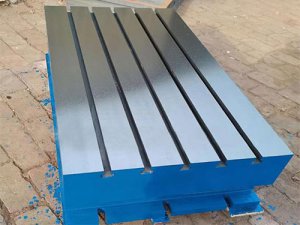
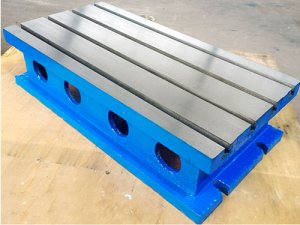

哪些情况会影响铸铁t型槽试验平台质量?
时间:2022-12-26 作者:京卓工量具 文章来源:本站 点击:78次
铸铁t型槽试验平台使用寿命不错,铸铁t型槽试验平台只要采用正确的方法使用和保放,铸铁t型槽试验平台精度降低时可以通过调试或刮研工艺恢复,所以,延长铸铁t型槽试验平台的寿命,确定工作质量要注意:
1、铸铁t型槽试验平台使用后应清洗干净,搞好防锈工作。
2、在使用铸铁t型槽试验平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放。
铸铁t型槽试验平台上加工要求按要求执行,以确定焊缝根部不出现未焊透或夹渣,并减少填充金属量。坡口的加工可使用刨边机、机械化或半机械化气割机、碳弧气刨等。焊件在装配时要确定间隙均匀,高不算高平整,错边量小,定位焊缝质量与主焊缝质量要求一致。埋弧焊在焊接前准备的工具,包括焊件用的铸铁t型槽试验平台,工件的坡口加工、待焊部位的表面清理、工件的装配及装配平台,基础平板和焊丝表面的清理、焊剂的烘干等。焊件在焊接T型槽平台上清理主要是去掉锈蚀、油污及水分,防止气孔的产生。在焊前应将坡口及坡口两侧各20mm区域内及待焊部位的表面铁锈、氧化皮、油污等清理干净。
影响铸铁t型槽试验平台质量的关键
1、容貌:容貌是铸造出产主要的工艺配备,也是铸造出产的一道工序,在几许尺寸的一起。也要考虑出产规模及运用便利性。在制作进程中先要考虑的是其工艺结构和功能。一方面进步出产率,另一方面要质量。在运用进程中要查验容貌的完整性,无缺点运用。如果有缺点要经过修补后才干够运用。起模时要留意敲击力度,铝模要垫木块进行敲击,削减铝模的受损程度。
2、下芯:下芯时要平稳,整理浮砂。砂芯的方位要放置好以防偏芯的发作。
3、烘干:关于干模造型烘干工艺,要按操作规程进行操作,烘干时刻为8h以上,以防因烘干不透而构成砂、气孔等缺点。
4、工艺:操作者要严厉按工艺进程进行操作,历求铸件结构使容貌制作简略便利,使分型面数目少,具有拔模斜度,砂芯数量要少,有正确的壁厚,衔接处要有过渡。挑选正确的浇注系统,使铸件次序凝结,以安排均匀的铸件。
5、合箱:合箱是一个不行忽视的重要环节,铸型外表的浮砂要整理洁净,按印记对合,留意错箱量,是削减铸件偏箱的重要手段。
铸铁t型槽试验平台的技能要求:
1、精度等级为0级~3等级的平板工作平面上,砂孔直径小于12mm的应使用相同材料堵塞,堵塞材料的硬度应小于工作台材料的硬度。工作面堵塞的砂孔不能过4个,且砂孔之间的距离不能小于80mm。
2、若平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。
3、平板应去磁和稳定性处理。
4、平板应选用质地细致的灰口铸铁等材料制造,工作面硬度应为HB(170~240)。
5、平板工作面不可以有损坏外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。
6、铸铁t型槽试验平台相对两个侧面上,应有设备手柄或吊环设备的螺纹孔(或圆柱孔),且设备方位的计划应尽量减少因搬运而致使的变形。
7、平板工作面通常选用刮研技能。对选用刮研加工的2等级平板工作面,其表面粗糙度Ra容许值为5μm。
8、平板的铸造表面应理解型砂且平坦,涂漆健壮。
铸铁t型槽试验平台进行抛丸清砂整理的温度是挨近环境温度,但每家厂的铸造冷却时刻不尽相同,因而铸铁t型槽试验平台铸件也都不会是同一时刻进入抛丸室的。因而在计划抛丸机的时候,应考虑到用户出产大概的温度,假定客户需求对如此点高温的铸件进行整理,规划的抛丸机符合这么的请求,如此才减少日后的修理,停机和别的包含操作稳定隐患等疑问。
