


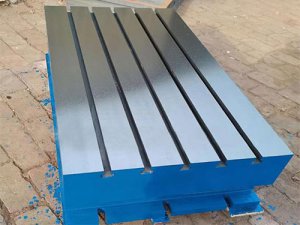
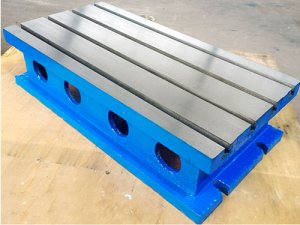
铸铁T型槽平板检定前的准备和铸造事项
时间:2023-05-26 作者:京卓工量具 文章来源:本站 点击:120次
使用前铸铁T型槽平板前要先看一下铸铁T型槽平板的保质期是否过期,铸铁T型槽平板的表面精度是否在合格的围内。使用不合格的铸铁T型槽平板对工件进行测量,会直接影响实测工件的质量、保成测量值偏差。所以要经常的对铸铁T型槽平板进行检验。
铸铁T型槽平板检定前的准备工作:
1、查看检具及主要配套设备合格证是否在期内,如不在期内则一律不准使用,应及时与维修人员联系,检查检具还是否合格。
2、铸铁T型槽平板检定工具在检定地点平衡温度的时间应不少于四小时。
3、清洗被检铸铁T型槽平板表面,用120#溶剂汽油清洗擦净。
4、铸铁T型槽平板检定地点温度是否达到检定规程的要求(20±5℃),如不达到,应使用空调器调节检定地点温度,使其达到要求。
铸造注意事项:
1、铸造碾砂进程的操控,型砂的性能将直接影响量具铸件的质量,因而,型砂大概具有杰出的透气性,湿强度、流动性、可塑性和让步性等。
2、铸造浇注进程的操控。浇注前要对铸水进行孕育和扒渣处置。在浇注进程中要不断流、平稳,以防止冲砂而构成砂眼。
3、严厉依照加料次序:旧砂-新砂-粘土-煤粉-水。混碾时刻定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以进步透气性、流动性等。
4、铸铁T型槽平板铸造整理进程的操控,整理进程是量具铸件冷却后从铸型中整理量具铸件,以取得外表无缺点的量具铸件。
5、跑火时要及时堵住漏铸水的部位,并补足铸水,以削减冷隔、浇缺乏等缺点。
铸铁T型槽平板可以达到工件检查,划线等正常尺寸,但遇到大型铸件或工件,如造船业,单片平台不能达到检验,标记等工作要求,然后你需要阻止甚至十几块平台被拼接形成一个大的组合平台拼接平台然后用于大型铸件,工件检查,划线,装配等。在碰撞损坏的情况下,由于使用球墨铸铁材料,铸铁T型槽平板的凸起表面是凸起的,这严重影响了平整度。而且测量精度,岩石板不具韧性,那么坑周围就不会有鼓胀。
由于铸铁材料的一些特性,铸铁T型槽平板表面缓慢吸热,导热快。它稳定地进入恒温室,但恒温室内的温度稍微不稳定。此外,它可以在标准房间翻新,但在潮湿时会生锈,价格通常较不错。在这些方面,岩石板块与铸铁板块相反。
铸铁T型槽平板表示工作区域很大。当单片铸铁T型槽平板不能达到工作需要时,可以使用多片铸铁T型槽平板来达到测试、划线的要求、汇编、焊接、测试。铸铁T型槽平板一般工作面,多件式组装铸铁T型槽平板,带T型槽、地锚孔和浇注灌浆孔等。工作面边缘和侧面还有连接槽,用于连接相邻的单件铸铁T型槽平板。
