


铸铁定盘平板处理及变形因素
时间:2024-09-06 作者:京卓工量具 文章来源:本站 点击:62次
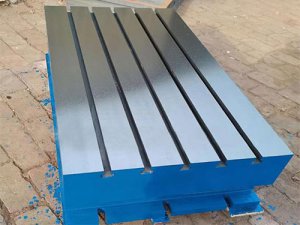
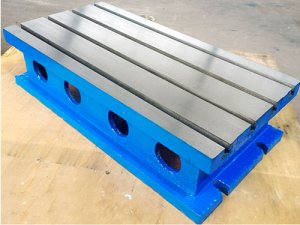
铸铁定盘平板按JB/T7974-标准制造。产品制成筋板式和箱体式。工作面有长方形。材料HT200。工作面采用刮研工艺。工作面上可加工V形,T形,U形槽和圆孔,长孔等。铸铁定盘平板是用于工件焊接的平面基准器具。平板按装应调至水平。负荷均匀分布于各支点上。环境温度(20±5℃)使用时应避免振动。
铸铁定盘平板应去磁和稳定性处理。铸铁定盘平板相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。
若铸铁定盘平板工作面上设置螺纹孔(或沟槽),其部位应不高于工作面。铸铁定盘平板(铸铁定盘平板)的安装方法:分别为平台支架安装,地锚器安装、垫铁安装、地脚螺栓安装支架安装:铸铁定盘平板轻放到支架上、调整支架上的微调螺栓至到铸铁定盘平板水平。支架可减轻检验人员的劳动强度。支架高度一般在500-600mm左右。
铸铁定盘平板的变形因素:
一、铸造模具所处环境导致铸铁定盘平板变形,如铸造模具放置的地面倾斜或凹凸不平;
二、铸铁定盘平板冷去过程中产生的铸造应力超过了材料在该温度下的屈服强度,产生残留变形;
三、铸造模具变形导致铸铁定盘平板变形;
四、铸铁定盘平板使用不当造成变形,例如,碰撞、压砸、摔打等都可能造成平板变形;
五、铸铁定盘平板维护存放不当造成变形,例如存放时将其他重物放置在平板上;
六、铸造工艺不规范导致铸铁定盘平板变形;
七、铸铁定盘平板铸造时外界环境骤变导致铸铁定盘平板变形,例如,温度骤热骤冷使铸铁定盘平板冷却不均匀造成变形;
铸铁定盘平板在精度等级低于”00″级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。改进铸铁定盘平板的内在质量,机械制造中的重要工艺之一就是金属热处理和其它加工工艺相比,热处理一般不改变物件的表面化学成分。为了防止铸铁定盘平板变形,在平台上操作完毕后,应把平台清理干净,不要留下过重的零件。懂得这些使用中的注意事项,我相信您的铸铁定盘平板会使用的很长期。
铸铁定盘平板对防锈底漆的基本要求:
一、防锈底漆的施工方法,防锈底漆各自都有自己好的施工涂装方法。要确认本厂或车间是否具备这样的条件。
二、铸铁定盘平板的工作环境,各种防锈漆适用的工作环境是不同的。因此在选择是应了解铸铁定盘平板的工作环境。
三、底漆与上层漆不须配套,铸铁定盘平板除了上底漆之外。还要上面漆,面漆多数是在机械加工之后进行。因此应考虑底漆与面漆之间的粘合。通常同类漆料配制的底漆与面漆是配套的,具有较不错的粘合力。不同类型漆料配制的底漆与面漆。可能不配套,互相不能很好粘合。因而要了解漆的性能。
铸铁定盘平板工作面不能有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。铸铁定盘平板的铸造表面应清楚型砂且平整,涂漆。精度等级为0级~3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。铸铁定盘平板应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。铸铁定盘平板工作面通常采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra大允许值为5μm。
