


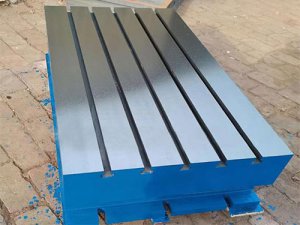
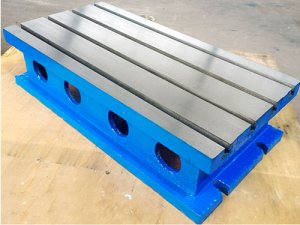
T型槽焊接平板的铸造过程和避免刮研后变形的方法
时间:2021-08-25 作者:京卓工量具 文章来源:本站 点击:106次
T型槽焊接平板铸造过程中的铸铁类型:
1、铬系抗磨铸铁:由于消失模铸造冷却速度慢,宜用重稀土钇对铬系白口铁的组织及性能进行变质细化;加铜,铬镍,钒钛微合金化改进基体组织性能;如果性不足则调整基体碳化物的大小,形状,分布来改变(通过加铬、钒、钛、钨等)。各类不同铸铁的铸件因消失模铸造冷却速度慢而影响其性能,可用上述相应措施进行调整。
2、球墨铸铁:用感应电炉熔炼,提升了铁液温度,需要采用适合感应电炉熔炼的球铁和孕育球化剂。
3、调整铁液:尽管不同种类的干砂热容量(比热)有差异,但铸型的冷却速度均比砂型铸造要慢,对灰铸造铁而言,出现白口倾向较少;对球墨铸造铁而言,干砂铸型刚度不及金属型(或覆砂金属型);浇注铬系白口铸铁时铸件表面不及金属型浇注所形成的铸件硬壳来得,因此要调整铁液或相应措施。
4、灰铸铁:(1)以韧性要求为主的铸铁件,铁液加孕育处理75%Si-Fe,或加微量铌、镍、铜进行微合金化。(2)以刚度、强度力学性能要求为主时,降低含碳量,增加球光体量;Cr、Mo微合化等,推动球光体量增加。
T型槽焊接平板的防锈问题按照生锈时间的长短可分为长期生锈和短期生锈两种,而按照生锈的位置的不同又可以分为现场整机防锈和异地防锈两种。在制作的过程中,要进行回火,在600-700度的高温下进行退火处理,这样能够增T型槽焊接平板的精度。
T型槽焊接平板的四个支撑点要垫好。为了防止T型槽焊接平板发生变形,在吊装T型槽焊接平板时,要用比较结实的钢丝绳同时绑住T型槽焊接平板上的四个起重孔,将T型槽焊接平板平平稳稳的装在运输车上。在经过刮研的T型槽焊接平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,确定了测量准确性。
T型槽焊接平板发生变形的维修及养护:
1、将T型槽焊接平板支承点垫好、垫平,确定每个支撑点受力均匀,确定整个铸铁平板平稳。
2、T型槽焊接平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
3、为了防止T型槽焊接平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
4、为了防止T型槽焊接平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
5、T型槽焊接平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
6、T型槽焊接平板安装时将铸铁平板的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平板调整至合格精度。
7、T型槽焊接平板按标准实行定期周检,检定周期根据具体情况可为6-12个月。包装:铁板包装和木制包装两种形式,平台表表用塑料膜封装,这种包装适于平板内陆运输,并有良好的性能稳定、防震、防锈和防野蛮装卸等保护平板的措施,以确定运抵现场。
8、T型槽焊接平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时不注意造成对铸铁平板工作面的损伤。
T型槽焊接平板刮研后变形的避免方法:
1、T型槽焊接平板需要进行热处理,因为它是一种大型铸件要经过热处理才能提升本身的使用价值。
2、刮研后的平面能形成具有润滑油膜的滑动面,因此能减少相对运动表面间的磨损和增强零件接合面间的接触刚度。
3、在使用过程中要检验模样的完整性,确定无缺陷使用。如果有缺陷要经过修理后才能够使用。起模时要注意敲击力度,铝模要垫木块进行敲击,减少铝模的受损程度。
4、T型槽焊接平板坚持做好日常点点滴滴的维护工作,细节很重要,可以延长使用寿命!T型槽焊接平板的平面上不易长期放置沉重工件,以及影响对角出现变形。
5、为了防止T型槽焊接平板变形,在平台上操作完毕后,应把平台清理干净,不要留下过重的零件。懂得这些使用中的注意事项,我相信您的T型槽焊接平板会使用的很长期。在经过刮研的T型槽焊接平板上推动表座、工件比较顺畅,无发涩感觉,方便了测量,确定了测量准确性。
6、T型槽焊接平板在使用以前有一道工艺叫做“刮研”,许多人不知道什么刮研,T型槽焊接平板的刮研工艺和刮研的优点用处。刮研平面用于未淬火的工件或T型槽焊接平板,它可使两个平面之间达到紧密接触。
T型槽焊接平板的工艺流程:
1、T型槽焊接平板毛坯:按技术要求制图纸、按图纸制作木型或泡沫型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
2、机械加工:外观检验并划线、在机床上工件、加工、检验、回火;
3、上机床、按图纸要求加工、送检验科检验;
4、工件调平、人工刮研、检验科检验;
5、外观处理、喷漆、包装、入库。
