


三维柔性平台的加工和铸造时防止缺陷的方法
时间:2021-08-31 作者:京卓工量具 文章来源:本站 点击:128次
三维柔性平台的铸铁质量和热处理质量对平板使用性能产生大影响:或因残存大内应力使工作面变形;或因磨损性差使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用三维柔性平台需要注意铸铁材料的选择,采用时效处理等方法去掉三维柔性平台的残余应力。
【一】鉴定方法
一、三维柔性平台应经稳定性处理和去磁。
二、三维柔性平台工作面与侧面以及相邻两侧面的垂直公差为12等级。
三、三维柔性平台工作面的硬度应为HB170—220或187—255之间。
四、三维柔性平台工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
五、三维柔性平台工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应清理型砂,且表面平整、涂漆,各税边应修钝。
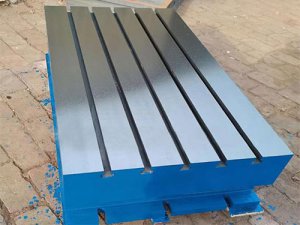
六、T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
三维柔性平台普遍应用于机械加工,工具车间,机(检)修车间,大型设备底座,计量及加工的检验,测量和研磨,具有准确的测量水准,检验工件的平面度,平直度以及角度的公差值检测等。
【二】加工工艺
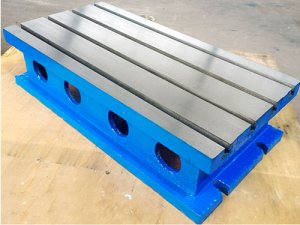
三维柔性平台是铸铁平板的一种,但是三维柔性平台一般不是平面的,平台的表面要有T型槽或者孔,一般的加工工艺如下:
一、先孔后面
对于方箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便。
二、先加工基准面
零件在加工过程中,作为定位基准的表面应先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
三、划分加工阶段
加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于正确使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
四、主要表面的光整加工(如珩磨、研磨、精磨等),应放在工艺路线阶段进行,以免光整加工的表面,由于工序间的运转和安装而受到损伤。
三维柔性平台铸造缺陷如何减少?
一、铸件壁与壁之间的连接应严防尖角和金属集聚,厚壁与薄壁之间应逐渐过渡,严防突变,以免造成热节和应力集中,形成热裂、缩松等;
二、平台铸件的局部厚断面,应尽可能采用挖空或铸孔结构,并以增加肋适当加固;
三、铸件的壁厚应力求均匀,以防止缩孔、热裂,当需确定顺序凝固条件时,应尽量使其具有朝一个方向变化的壁厚,当需确定同时凝固条件时,应尽量使其具有等断面壁厚;
四、焊接平台铸件平面壁上的铸孔,应用凸边加固,以减少壁厚;
五、铸件结构应尽可能使其冷却时能无阻碍地收缩;
六、要三维柔性平台铸件有良好的成形性,控制铸件的小壁厚不低于允许值;
七、铸件内水路、气路等大面积的夹层腔,应有若干连接柱;
八、平台应尽量避免铸件内具有大的水平面。
