


灰铸铁在铸铁焊接平台的作用
时间:2021-09-28 作者:京卓工量具 文章来源:本站 点击:103次
灰铸铁在铸铁焊接平台的作用:
a、灰铸铁具有好的减震性,用灰铸铁制作机电设备上的底座或机架等零件,比如测功器铸铁平台。能够的吸收机器振动的能量,从而起到阻尼的作用,这也是灰铸铁为重要的性能。
b、灰铸铁在同一应力下反复加载时,具有加载次数增加,应变曲线弯曲程度明显减小,卸载后残留塑性变形也减少的特性。铸铁平台就是利用这种特性,可通过过精加工前次数的预加载,获得高的铸件稳定性。
c、灰铸铁具有良好的润滑性能,用灰铸铁制作机电设备上经受滑动摩擦的零件时,具有良好的减磨性能。在有水分存在的情况下,石墨是很好的润滑剂,而一旦石墨从基体上脱落时所留下的空间又便于存住润滑油,这也是灰铸铁作为良好材料的重要条件之一。
d、灰铸铁具有良好的导热性能,用灰铸铁制作内燃机上的汽缸体,汽缸盖时,可到处大量的热量,这中良好的导热性低于在高温下工作的机电设备是很重要的。
e、灰铸铁具有良好的铸造和切削加工性,其熔炼比较方便,与铸钢相比,融化温度较低,熔炼设备和熔炼工艺都都比较简单,在铸造性能方面,灰铸铁液的流动性良好,铸件不易开裂。
铸铁焊接平台铸件壁厚过薄,在生产铸件时会出现铸件浇不足和冷隔等缺陷。这是因为过薄的壁厚不能确定铸造合金液具有足够的能力充满铸型。通常在相应铸造条件下,每种铸造合金都存在一个能充满铸型的小壁厚,俗称为该铸造合金小壁厚。设计铸件时,应使铸件的设计壁厚小壁厚与铸造合金液的流动性以及铸件的轮廓尺寸有关。
铸铁焊接平台铸造时浇注温度过低有哪些后果?下面,为您详细介绍一下:
a、主要的影响,浇注温度太低热量不足,不能完成分解、裂解、气孔,白模热解不全部,气相产物减少,液相,固相产物增多愈利于皱皮积炭的出现,产生量增多,铁液的浇注温度低于1420~1480℃为甚,对薄壁球铁铸件愈容易产生皱皮、积炭、炭黑。
b、冷隔(对火)、重皮、浇不到白模被加热分解,要吸收大量热量三维焊接平台,过低的浇注温度提供的热量不足以分解白模,故要从铁液中吸收热量,使铁液降温过甚(往往出现在铸件壁厚,距离又长处);产出的气体又增大阻止铁液充型,从而又降低了铸铁平板铁液的流动性,故引起冷隔,重皮,浇不到。当铁液流股分二股充满铸造型顶部会合时,铁液的温度已降到较低不能融合,铸件起簿,浇注温度愈低时,易出现冷隔。浇注温度较低时,靠近铸造型表面先形成薄的铁壳(膜),而后续铁液充型后,又没有足够热量熔化此膜(壳)就出现了重皮缺陷。
铸铁焊接平台精度:按国度尺度计量检定规程履行,分辨为0、1、2、3四个等级。
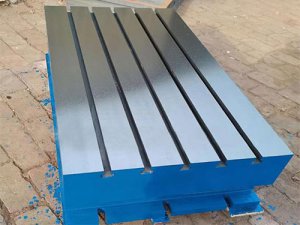
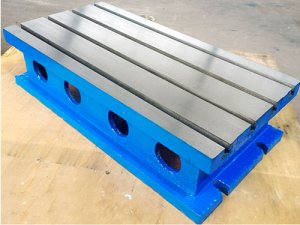
选购铸铁焊接平台时,要看的是平台的板面厚度。铸件面板的厚度不易过薄,工作面是使用中接触多的地方,比如在焊接工作中使用铸铁焊接平台,不可避免的要进行敲打,敲打的力度造成我们不能使用太薄的焊接平台的面板。工作面应该正确的按承重、精度、开槽等情况设计的厚度,工作台面的厚度为关键,既要_使用效果还不能太厚,也是做到性价比好。
铸铁焊接平台规格:100*100—3000*6000。
铸铁焊接平台的材质:铸铁HT200-300工作面硬度为HB170-240,经由两次人工处置(人工退火600度-700度跟自然时效2-3年)应用该产品的精度不错。
对于焊接铸铁焊接平台,使用中铸铁焊接平台刮擦接触点始终处于早期磨损期,这是划伤接触点磨损的原因之一。根据摩擦速度、接触压力磨损曲线,可以看出在磨损速度v=0.3~0.5m/s的状态下磨损率大,这一部分称为粘着磨损。在焊接铸铁焊接平台的应用状态下,焊接铸铁焊接平台上工件的移动速度在此期间也起作用,这是刮削接触点磨损的其中一个原因。
焊接铸铁焊接平台生产材料及正确使用:气孔、裂纹、熔渣、缩松、划痕、凸块、绣点和其他缺陷。摩擦对划伤接触点磨损率的影响。由于固体的粗糙表面,两个物体的表面总是在单个点处接触,因此内部接触区域远小于理论接触区域。由于接触面积小,即使负载很小,也可能产生很大的单位压力。由于表面粗糙度不同,接触表面的磨损也根据单位压力下的摩擦力而不同。在单位压力作用下,反复摩擦力、磨损随时间而变化。例如,曲线表明早期磨损量很大,这是由于磨损表面不光滑,实习接触面积小,比压大。
