


三维焊接平台确定浇筑的位置和使用标准条件
时间:2022-02-16 作者:京卓工量具 文章来源:本站 点击:50次
确定三维焊接平台浇注位置的方法:
一、从三维焊接平台的薄处入金属液,避免薄位浇不足,以及减轻因铸件壁厚差异悬殊而造成的应力。
二、要避免铁水在型砂中推进的较前端部份在产品的关键区域聚集。
三、少用或不用阶梯形浇口。
四、尽量从铸铁工装较低处入金属液,以便铁水平稳上升,浮砂、夹渣充足上浮。
五、尽快充型。
六、变径内浇口、缝隙式浇口、内浇口切向入水等措施对提升浇注质量果的。
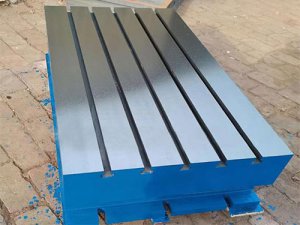
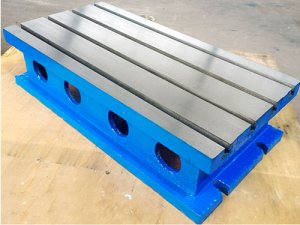
三维焊接平台的承载能力不错,钢性稳定,它的五个面均加工有规则的孔,并刻有网线。三维焊接平台可方便地延伸和扩展,组合。经扩展的标准台面可模块化的定位和夹紧直接连接在一起。在安装、调整和定位工件过程将柔性三维组合焊接工装系统的通用功能展示的酣畅淋漓,在大型工件方面的应用上。拼装方式多样,用户只要充足发挥想象力,几乎可达到任意用夹具同样的定位和夹紧功能。拼装的快,装拆方便;三维焊接平台工作台面可以根据工件形状、大小进行拼装组合。台面上的刻度和模块尺寸的设计,使操作工人不用量具就可以根据工件尺寸搭出所需要的工装。
三维焊接平台的主要特点:
一、三维焊接平台控制系统要具备控制大量执行元件的能力,特别是需要具备准确控制超出(多于6)轴的能力。同时要求工装控制系统具有开放性,伺服轴(电机)数量增减方便,而且数量增减不影响控制精度。
二、为适应工装设备一体化的发展趋势,柔性工装控制系统要能适应多种总线拓扑结构,以便能与其他数控设备的数控系统集成。
三、三维焊接平台控制系统通过控制伺服电机实现柔性工装中大量定位点的运动控制,柔性工装的功用决定了在应用中一般只关心其各定位点终的位置精度,而不关心运动轨迹精度,因此,柔性工装数控系统一般不需具备多轴同步和插补功能。
对于三维焊接平台浇注位置,特别是对于入液位置的选择往往比较随意。因此而造成了一系列的产品质量问题,往往习惯从铁水质量、工艺补缩和操作等方面查找原因,忽略了三维焊接平台的浇注位置。
三维焊接平台的使用标准条件:
一、工装夹具应具备足够的强度和刚度。夹具在生产中投入使用时要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。
二、便于焊件的装卸。操作时应考虑制品在装配定位焊或焊接后能顺利的从夹具中取出,还要制品在翻转或吊运使不受损害。
三、夹紧的性。夹紧时不能破坏工件的定位位置和确定产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生大的拘束应力。
四、焊接操作的灵活性。使用夹具生产应确定足够的装焊空间,使操作人员有良好的视野和操作环境,使焊接生产的全过程处于稳定的工作状态。
五、良好的工艺性。所设计的夹具应便于制造、安装和操作,便于检验、维修和换掉易损零件。设计时还要考虑车间现有的夹紧动力源、吊装能力及安装场地等因素,降低夹具制造成本。
三维焊接平台的选择,要看的度与口碑,这两者是相对的,如果只看口碑或者是只看度,是无法确定其品质的。而能选择到度高而且口碑又好的,自然可以确定其品质。要考虑搜选择的是否有不错的售后服务团队。能否提供相关的安装施工以及相关的找平和调整等,直到调试合格。如果需要自行安装,则会带来很多的麻烦。同时对于平台整体外观的检查也是不可少的。比如在检查过程中查看平面是否有划痕,碰撞或者是磨损的迹象。如果出现这些情况,那么则代表是不合格的平台,好不要选择。而如果是成批购买,要查看其是否有合格证。
为了使平板能够承受较重的物体,三维焊接平台工作面可以加厚。平稳质量评估项目中包含僵硬度。对于施加在三维焊接平台面中心的每250N(1N=0.1102kgf)负载,板偏转不应超过1μm。在试验过程中,每层平板的挠度不应超过00平板平直度公差值的一半。三维焊接平台柔性工装的自动重构主要依靠控制技术,由于工装的机械结构相对复杂,为适应工装的结构,柔性工装数控系统在达到通用CNC数控系统功能基础上,又具有自身的特点三维焊接平台。
三维焊接平台辅助支承的个数,应视焊接平台尺寸大小、使用情况需要而定。但焊接平台检定及使用时的辅助支撑位置应与设计时的图纸相同,这就确定了焊接平台支承的正确布局。使用过程中,要注意避免工件和焊接平台的工作面有过激的碰撞,防止损坏焊接平台的工作面;工件的重量不可以超过铆焊平台的额定载荷,否则会造成工作质量降低,还有可能损坏焊接平台的结构,甚至会造成焊接平台变形,使之损坏,无法使用。
